创新 • 创优 • 创见
导读:对于不同的电池体系,三元正极/石墨负极锂电池、磷酸铁锂正极/石墨负极锂电池抑或是钛酸锂负极电池,需要根据材料特性及锂电池特性进行针对性试验。

锂电池的生产工艺可以分为前道极片制造、中道电芯封装、后道电池活化三个阶段,电池活化阶段的目的是让电池中的活物质和电解液经过充分活化以达到电化学性能稳定。活化阶段包括预充电、化成、老化、定容等阶段。预充电和化成的目的是为了让正负极材料进行最初几次的充放电来激活材料,使材料处于最佳的使用状态。
老化的目的主要有几个:
一是让电解液的浸润更加良好,有利于电池性能的稳定;
二是正负极材料中的活性物质经过老化后,可以促使一些副作用的加快进行,例如产气、电解液分解等,让锂电池的电化学性能快速达到稳定;
三是通过老化一段时间后进行锂电池一致性筛选。化成之后电芯的电压不稳定,其测量值会偏离实际值,老化后的电芯电压、内阻更为稳定,便于筛选一致性高的电池。
老化制度对锂电池性能的影响因素主要有两个,即老化温度和老化时间。除此之外,还有老化时电池处于封口还是开口的状态也比较重要。对于开口化成来说,如果厂房可以控制好湿度可以老化后再封口。如果采用高温老化,封口后老化比较好。对于不同的电池体系,三元正极/石墨负极锂电池、磷酸铁锂正极/石墨负极锂电池抑或是钛酸锂负极电池,需要根据材料特性及锂电池特性进行针对性试验。在试验设计中,可以通过锂电池的容量差别、内阻差别、压降特点来确定最佳的老化制度。
一、三元或磷酸铁锂正极/石墨负极锂电池
对于三元作为正极材料,石墨作为负极材料的锂电池来说,锂离子电池的预充化成阶段会在石墨负极的表面形成一层固态电解质膜(SEI),此种膜的形成电位约在0.8V左右,SEI允许离子穿透而不允许电子通过,由此在形成一定厚度后会抑制电解液的进一步分解,可以起到防止电解液分解引起的电池性能下降。但是化成后形成的SEI膜结构紧密且孔隙小,将电池再进行老化,将有助于SEI结构重组,形成宽松多孔的膜,以此提高锂电池的性能。三元/石墨锂电池的老化一般选择常温老化7天-28天时间,但是也有的厂采用高温老化制度,老化时间为1-3天,所谓的高温一般是38℃- 50℃之间。高温老化只是为了缩短整个生产周期,其目的和常温老化一样,都是让正负极、隔膜、电解液等充分进行化学反应达到平衡,让锂电池达到更稳定的状态。
老化一般就是指电池装配注液完成,第一次充放电化成后的放置,可以有常温老化也可有高温老化,老化的目的主要以下几个方面:
1、将电池置于高温或常温下一段时间,可以保证电解液能够对极片进行充分的浸润,有利于电池性能的稳定;
2、电池经过预化成工序后,电池内部石墨负极会形成一定的量的SEI膜,但是这个膜结构紧密且孔隙小,将电池在高温下进行老化,将有助于SEI结构重组,形成宽松多孔的膜。
3、化成后电池的电压处于不稳定的阶段,正负极材料中的活性物质经过老化后,可以促使一些副作用的加快进行,例如产气、电解液分解等,让锂电池的电化学性能快速达到稳定。
4、剔除自放电严重的不合格电池,便于筛选一致性高的电池。
二、钛酸锂负极锂电池
俗称的钛酸锂电池是负极采用了钛酸锂的电池,正极材料主要还是三元、钴酸锂等材料。钛酸锂电池与石墨负极电池的不同之处是钛酸锂的嵌锂电位是1.55V (相对于锂金属),高于SEI形成的0.8V,所以充放电过程中不会形成固态电解质膜(SEI)也不会形成枝晶锂,从而具有更高的安全性。这就意味着钛酸锂充电过程中,不断的有电子与电解液发生反应,生成副产物及产生氢气、CO、CH4、C2H4等气体,会导致电池的鼓包。钛酸锂的鼓包问题主要得依靠材料性质的改变来缓解,例如材料表面包覆、改变粒径分布,找到合适的电解液等。此外,通过优化预充、化成、老化的制度也可以适当减轻钛酸锂鼓包现象。钛酸锂电池的老化制度一般首选高温老化制度,老化温度采用40℃- 55℃,老化时间一般是1-3天,老化之后需要进行负压排气。进行多次高温老化,使电池内部水分充分反应,将气体排出后可以有效抑制钛酸锂电池的胀气问题,提高其循环寿命。无论对于哪种体系的电池,老化是必不可少的一道工序。锂电池的老化虽然理解起来是对锂电池的损耗和破坏,但是事实上却是筛选一致性高的电池,剔除不良品的有效途径。只有通过老化的方式,才能选出适宜进行组包的锂电池,提高电动工具的使用寿命。
其中,老化工艺筛选内部微短路电芯是一个主要的目的。电池贮存过程中开路电压会下降,但幅度不会很大,如果开路电压下降速度过快或幅度过大属异常现象。电池自放电按照反应类型的不同可以划分为物理自放电和化学自放电。从自放电对电池造成的影响考虑,又可以将自放电分为两种:损失容量能够可逆得到补偿的自放电和永久性容量损失的自放电。一般而言,物理自放电所导致的能量损失是可恢复的,而化学自放电所引起的能量损失则是基本不可逆的。电池的自放电来自两个方面:
(1)化学体系本身引起的自放电;这部分主要是由于电池内部的副反应引起的,具体包括正负极材料表面膜层的变化;电极热力学不稳定性造成的电位变化;金属异物杂质的溶解与析出;
(2)正负极之间隔膜造成的电池内部的微短路导致电池的自放电。
锂离子电池在老化时,K值(电压降)的变化正是电极材料表面SEI膜的形成和稳定过程,如果电压降太大,说明内部存在微短路,由此可判定电池为不合格品。K值是用于描述电芯自放电速率的物理量,其计算方法为两次测试的开路电压差除以两次电压测试的时间间隔△t,公式为:K =(OCV2-OCV1)/△t。
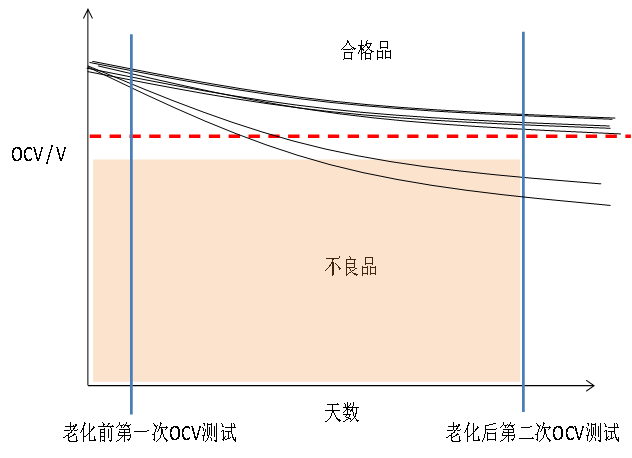
图1 老化不合格品检出
极片上的颗粒或微量金属残渣、隔膜上的微小缺陷、电芯在组装过程中引入的粉尘等,都会造成电芯内部微短路。对于微短路电芯,仅通过容量及一次电压是无法完成筛选的,因此必须引入K值测试:通过精确计算其电压降速率来判断电芯是否存在微短路情况,如图1所示。
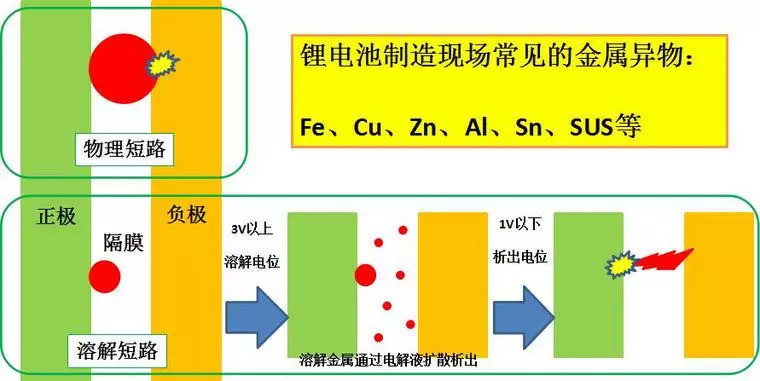
图2金属异物导致电池内部短路的原理
金属异物造成电池内部短路的基本原理有两种过程,如图2所示。尺寸较大的金属颗粒直接刺穿隔膜,导致正负极之间短路,这是物理短路。另外,当金属异物混入正极后,充电之后正极电位升高,高电位下金属异物发生溶解,通过电解液扩散,然后负极低电位下溶解的金属再在负极表面析出堆积,最终刺穿隔膜,形成短路,这是化学溶解短路。电池工厂现场最常见的金属异物有Fe、Cu、Zn、Al、Sn、SUS等。
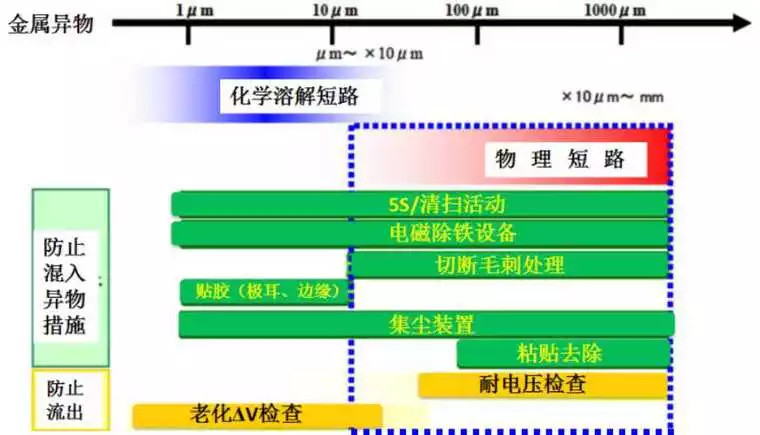
图3 金属异物对策
面对如此复杂的金属异物,制造现场常采取措施防止异物混入电池产品,图3所示。如电极浆料用电磁除铁设备去除Fe等金属杂质,极片分切或模切工序用毛刷等扫除切割毛刺,极耳或涂层边缘贴胶带保护,对容易产生金属屑的工序(焊接)用集尘器吸附异物,等等。在过程检测中,注液前电池通过耐电压测试检出内部短路不合格品;老化工艺通过电池压降ΔV检出不合格品。
电压降K值跟时间t、充电状态以及温度T成函数关系。因此,老化工艺主要有三个工艺参数:(1)老化的电池充电状态,(2)老化保存温度,(3)老化时间。
在一定的温度条件下,K跟时间的关系曲线如图4所示。温度一定时,K随静置时间的延长而减小。这只是表示电池的自放电率会随着时间的延长而减小,但在一定时间内自放电的大小是一定的,这并没有从本质上改善自放电。
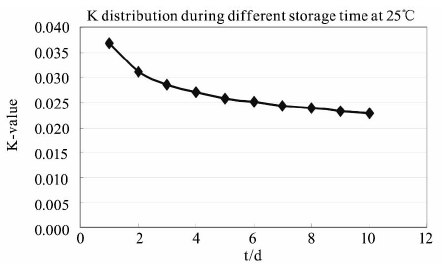
图4 K值跟时间的关系曲线
存储时间一定的条件下,K值随温度的升高而增大。随着温度的升高,导致体系的活性增大,反应速率加快,加速了活性锂的损耗,甚至产生一些副反应。金属杂质在正极的溶解和在负极的析出过程,也会随着温度升高加快。由于电池的内部微短路需要很长时间才能体现出来。因此,高温老化能够加速帅选不合格品的进程,节省时间和生产成本。
存储时间及存储温度一定的条件下,在一定的电压范围内(3.8-4.2V),K值随充电状态的提高而增大。SOC的提高,会使电池的自放电速率加快,负极的界面阻抗随着存储SOC的升高而增大。根据化学平衡,负极随着Li浓度的逐步提高,界面反应向消耗Li的方向移动,会消耗更多的活性Li。
一般老化程序为:充电到4.0-4.2V,常温存储7d,高温45℃存储7d,检测电池老化前后的电压差剔除不合格品。将电池在高温或常温状态下开路搁置或28天,通过对电池放电至截止电压测量其放电电量来判断其自放电性能。该方法需要对电池进行长达一个月的搁置检测,时间周期长,影响因素大,准确度也不高,并且长时间占用了较多的设备和场地,测试安全性差,是对人力和财力的大量浪费。英国纽卡斯尔大学的Pierrot S. Attidekou通过交流阻抗手段的应用,将锂离子电池自放电筛选时间从数周缩短到了10min之内,通过继续优化,有望将筛选时间继续缩短到1min。




