创新 • 创优 • 创见
2019年9月25日,以“科技长三角 共享新未来”为主题的第二届长三角科技成果交易博览会在上海汽车会展中心开幕。活动旨在打造长三角成为创新技术策源地、创新要素集散地、创新成果转化地,扩大科技“朋友圈”,演绎创新“实力秀”。会上举办了2019电动汽车安全管理技术论坛。论坛上,上海蓄熙新能源材料监测有限公司总经理韩广帅做了主题演讲,以下为演讲实录。

各位专家、各位同仁大家上午好!非常有幸能够在这个地方和大家分享一下新能源汽车安全失火原因分析。其实,这张PPT大家都很熟悉,刚才肖主任也说了,今年新能源汽车确实非常“火”,从图上也能够体会到新能源汽车起火已经不是个例,并且可能呈上升趋势。

从目前来说,乘用车起火比较多,占80%以上。那么,新能源汽车起火原因到底是什么?我们做了整体分析,分为内部和外部原因。
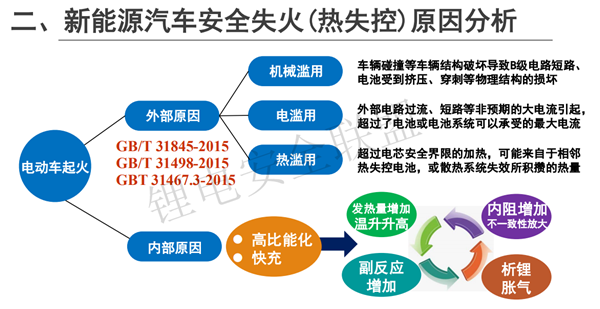
我们把几个国家进入准入和标准的一些原因,比如短路、挤压、穿刺等,还有电滥用,低压线束的问题,以及热滥用,外部热导致的等等。整体来说事故调查过程当中也会预见一些其他问题,比如说特斯拉泡水,国标当中仅仅针对涉水,并没有泡水这个概念,希望在后续我们要进一步的健全。
最重要的一点,针对我个人来说,更倾向于内部原因,就是前两天王主任写的“家贼”,家贼难防。在座的大多数来自于新能源汽车行业和新势力造车行业,新势力造车的竞争力在哪里呢,就是我要做到比别人好,好在哪里要比别人跑的远,不惜一切上高比能电池,这样就会带来很多隐患。有一些不适应快充的电池也在说快充,可能就会引起后面的一旦高比能化,或者说快充以后会产生很多的负反应,比如会产生一些析锂或者胀气,同时会使电池内部的不一致性问题凸显,会出现短板问题,还会出现发热量问题,整体热量温升就会升高,这就会出现一个死循环,一开始可能是小小的温升。
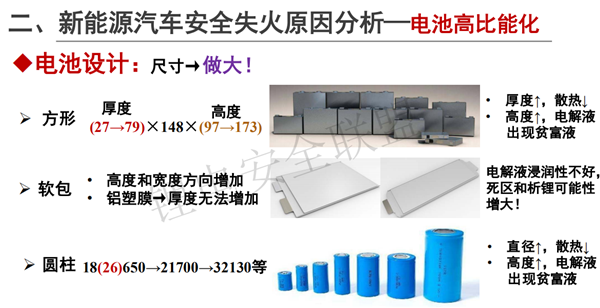
出现这个过程以后,其实我们就要考虑高比能化电池,欧阳院士和杨院士都讲过,包括肖博士也在说这个事情,目前国内整体的高比能的材料并没有一个革命性的创新,可能只是一些简单的。从电池设计来说,只是单纯把电池做大,很简单。基本市面上能够见到的电芯就是方型、软包、圆柱,一般从27到79,高度97到173,从这个过程当中,做电池的人都很清楚,如果厚度增加,其实散热性明显会下降,还有就是高度的增加,电解液可能就会因为重力情况导致电流密度分布不均衡。包括铝包,铝化膜材料的限制,不能太厚。只能二维尺度做大。
电解液注液很麻烦,抽真空的时候我们的电解液还会流失很多,最多后面的电解液会留下非常少,很多软包电池相对来说还是比较安全的,但是在后续整体循环当中,软包是最容易跳水的一种电池。
后面就是我们说的圆柱电池,最典型的就是特斯拉电芯,因为客户的需要我要高要长续航里程,比能量,可能18650做到130、140,换成21700,提升了30%左右,现在从400增加到500,就是这个状态来做的。
但是18650一旦出现,直径一旦增加,散热量也会降低,包括整体的导热系数和出现的问题,包括现在也有人做32130如果单侧来做其实有问题的。
还有就是容量和隔膜,隔膜越来越薄,电解液一定要少,降低质量。
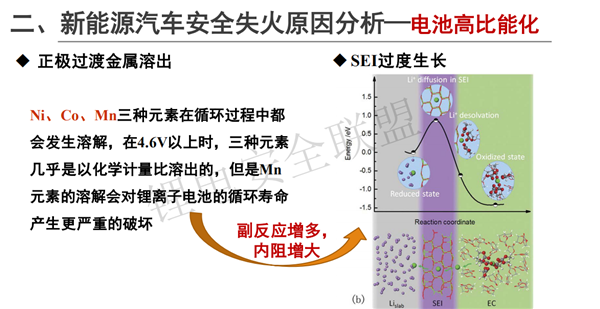
其实国内正极材料,从111到现在的811,这个过程当中克容量不断增加,其实热稳定性在不断降低,同时结构稳定性也在不断降低,这样的降低就会导致后续出现在循环过程当中金属溶出比较多。现在国外的材料基本上111、523、622,现在不管是美国,日本主要是NCA为主,韩国主要是NCM为主,和国内还是有所差别。
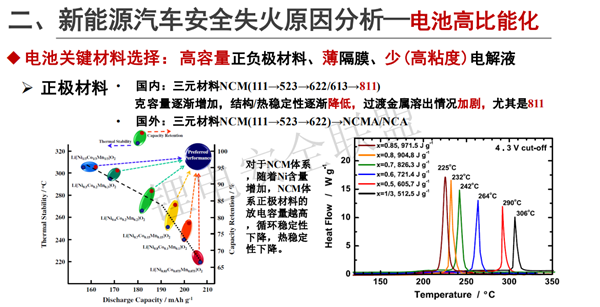
过度金属溶出有什么问题?就会出现不稳定,同时负反应就会增多,内部就会等大,导致过度增长,导致整体的密度增大。
后边说负极材料,从石墨到现在的硅碳材料,硅碳材料还是以硅和氧化亚硅为主,目前用的最多的还是450,在国内目前来说还是基本上用在圆柱上面,但是其实在国外已经开展,我知道一些企业在国内评价高比能电池,现在达到300WH/KG还是采用软包的方式,循环包括负反应怎样规避是比较难的。
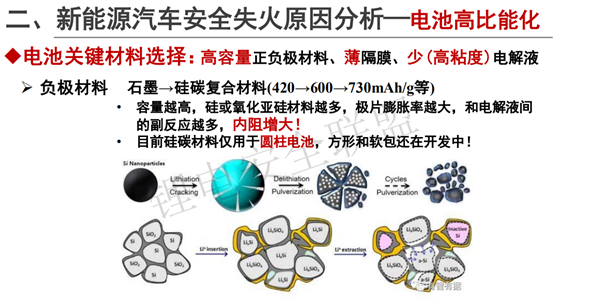
国外有几家做的还是可以的。目前在国内最多的还是放在圆柱上,后面主要的原因就是硅存在很大的粉化现象,最主要的问题还是电解液兼容性。电解液兼容性非常不容易做,不同的材料厂商选择的电解液不是通用的,可能要根据材料选择复配电解液,这个差别还是蛮大的。
接下来就是隔膜,在最初做动力电池大家都知道,可能是30、25的,就是三层膜,但是现在基本上全部转为国内化的,选择涂附膜。薄就会存在一定的安全风险,安全风险就会加大。还有就是刚才说的电解液,其实在2014年做的时候,那个时候的电解液做的非常多其实现在看你们现在的电池,其实在你拆解新电池的时候想倒出来电解液太难了,为了保证高比能就做的差不多。这个电解液我算过,如果中间稍微有点温度升高或者变化的话,就跳水了。
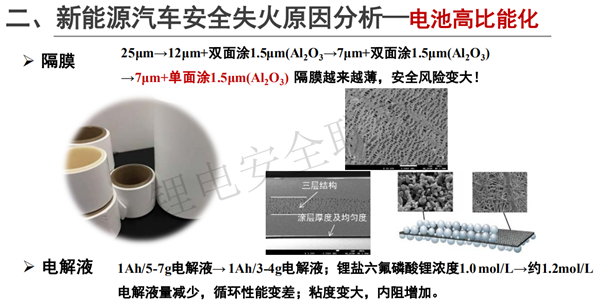
同时有的厂家为了保持整体的循环寿命,基本上把里面的浓度从以前的1.0增加到1.2,但是增加的坏处是黏度增大了,浸润性就会变差,如果依然采用以前整体的高温老化过程,可能电池就会出现死区,就会导致很多缺陷,内部有很多的死区不浸润点或者说析锂点。
后面讲一下电池高比能化材料对于电池有什么样的影响。其实我刚才讲的主要是主材,其实现在集流体很薄,薄集流体什么情况,如果说整体收卷张力做的不好就容易断片,因为要提供高负载,黏结性要少,活性物质就容易脱落。
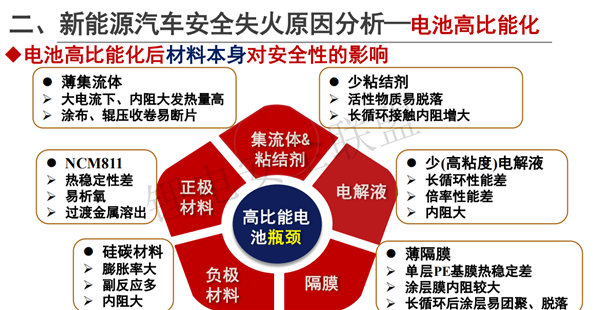
还有就是电解液少和高浓度电解液会出现什么问题,后面就是薄隔膜,其实后面的涂抹内部也会增加,现在有很多比较小高端的企业会把现在正在研发纳米级涂层的隔膜进行示范,并且做了一系列的研究,这方面也在做评价。所以,他们这个趋势还是很好的趋势。
后面就是刚才说的负极材料,包括正极材料,其实热稳定比较差,这些问题我们选了以后电化学性能会产生什么样的形成。循环性能一般是相对来说比较差的。如果要做到300,不知道300WH/KG可以循环多少,现在大家研究的硅和电解液的反应负反应的机理没有他们清楚,这是我了解的情况,后面就是首次效率,首次效率还是比较低的,包括负极的首效和电解液反应比较大。后面高低温性能比较长,因为储能比较大,低温下的性能就会变差,高温下的性能长循环也会出现内部有局部过热的情况,现在负载增多,使极片变厚,但是极片变厚就会影响锂在里面的穿梭速度。
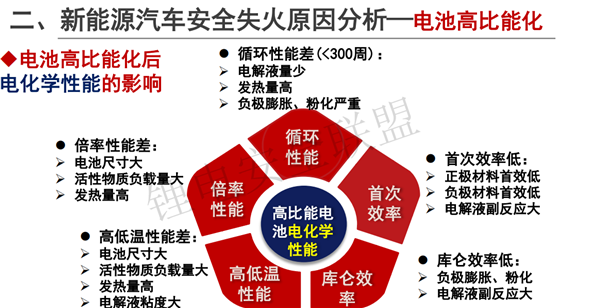
尺寸做大,功率就会登高,大功率充放电的时候性能衰减快。局部热集聚也会增加,整体导热系数,现在我所看到的电池的设计,所有的热管理,这是含有冷却系统的都是底部在做,侧面几乎没有看到过,其实对于目前来说电芯基本上都是可以,要根据电池类型包括电池整体组装类型来考虑电池的整体冷却方式。

现在很多新势力,包括传统车企做新能源汽车的时候,为了增加比能量,为了增加整体续航里程,底盘其实不更换,更换的只有电芯尺寸。底盘不更换,基本上我可以认为是冷却系统不更换,这样的话选用以前的电芯和现在的电芯做冷却系统,这个时候热量传递不均匀,可能远远小于之前的热冷却方式。所以,现在有很多高续航的情况出现事故的概率会增加。
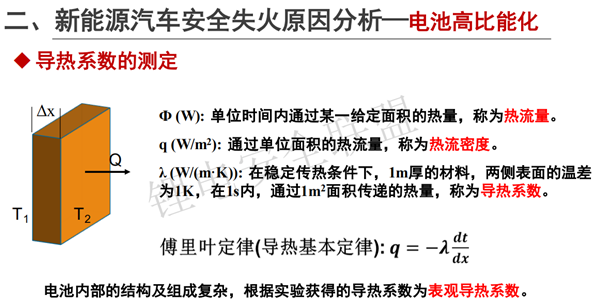
后面就是导热系数,我们采用这种方式做,现在导热系统没有一个标准,现在很多采用冷板和热板的传递来做,但是其实方式一样的,我们现在做的方式就是我们在加速来做,内部加入一个加热片,做电池尺寸做三次,采用不同的方向去做,现在做下来发现其实在底部做是可以的,因为底部传热系数是最高的。
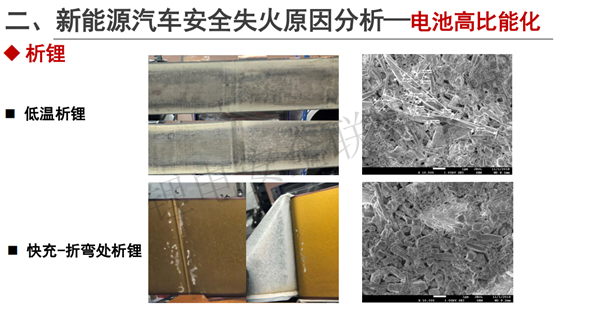
高比能化会产生什么样的问题,快充会产生什么样的问题,大家都在想快充,所有人都使用快充,尤其是运营车辆,我要赚钱不在乎车最后能多长时间。快充是一个低温析锂的过程,表面有很多,大家会问中间为什么析锂比较少,中间温度比旁边高,等于从析锂的面上可以看到温度分布不均匀,包括快充。都采用快充,尤其是现在多继而卷绕的方式,可以快充,但是快充在折弯处会出现有很多析锂,因为这个地方的碰撞去处非常少,基本上没有很大的膨胀空间。现在很多企业我建议往叠片去做,大家可能感觉叠片是不是效率会低,多买两台叠片机就行了。卷绕的话,五六米长,一个缺陷就扔掉了,如果叠片就不存在这个状况。在低温初期,析锂很简单,我们经常看到早上有一群人买鸡蛋,排队买鸡蛋,这个过程一开门的时候往里涌,这个是不快的。
采用快充的方式是可以的,但是整体SOP的范围定在什么范围,不是说刚开门就快充,可能就直接死掉了,都推着你往前走根本来不及进,如果把所有门打开,大家有序往里就可以了。这会导致电池内部的胀气。
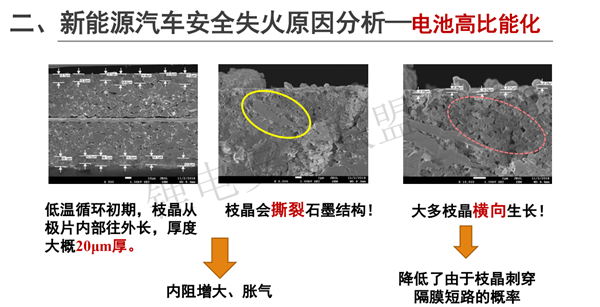
我们的大多数电池当中,初期发现的隔膜局部有烧失点的非常少,不像以前拆开以后隔膜上有很多黑点,这是局部短路了,其实现在你发现隔膜基本没有了,基本不会出现这种情况,即使析锂这种情况还是很少见,陶瓷很硬,只要一碰到你,基本上都是横向成长的,析锂是不是没有微短路的可能,整体的热会增加很多,负反应会增长很多,就会产生很多问题。
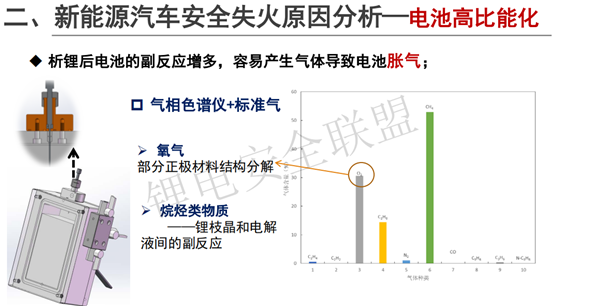
比如说电池胀气胀气怎么检测,我们自己设计了一个设备,把气体释放出来,做气象测试。大家说气体怎么定性定量,这是不断积累的结果,我们每次做气体都在不断更新标气种类,析锂以后氧气很多,因为正极结构不稳定就会发生分解产生氧气。这个时候和安全又连在一块了,如果一旦电池出现热失控或者内部出现喷注的时候,很多电池热失控瞬间燃烧的是里面的气体和电解液,它们的燃点非常低,超过这个点就燃烧,燃烧以后再引起后续的链条反应。
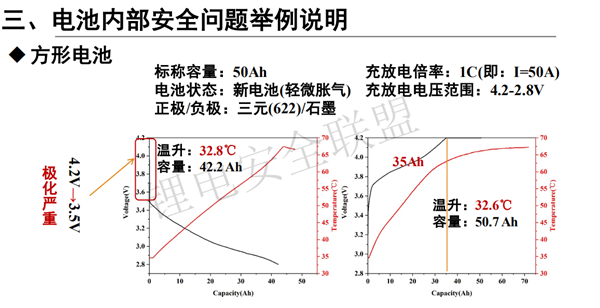
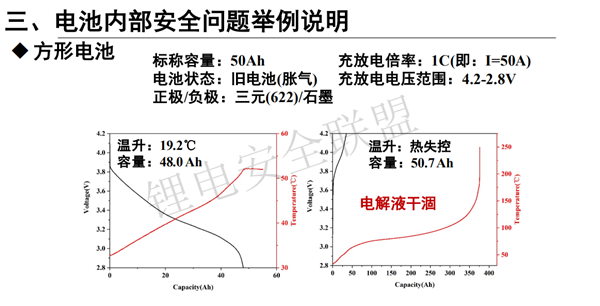
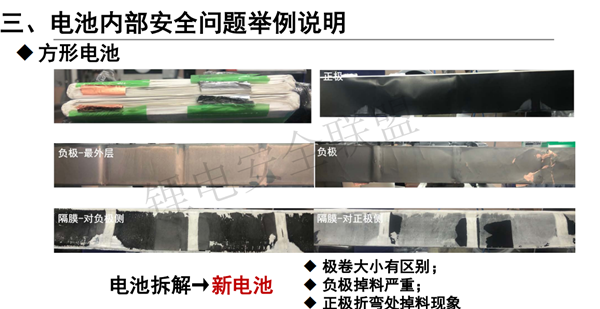
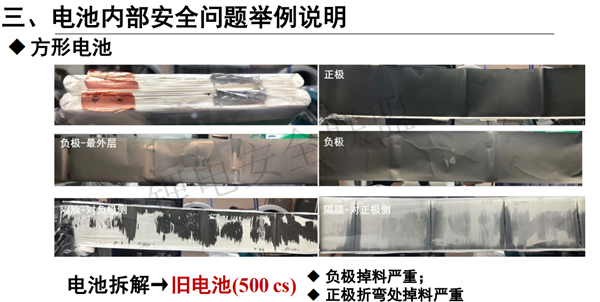
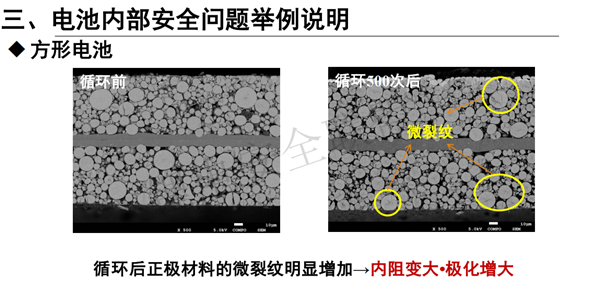
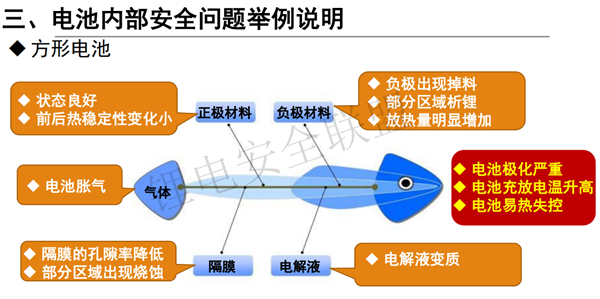
接下来给大家介绍几个例子,电池安全内部的举例说明。方型电池622体系,新电池来看,这个地方想说明什么,其实真正经过国标验证的电池是否一定是安全的。现在我们做了500周循环,通过国标以后的测试,我们发现新电池的温度已经到了三十多度,做电池的人觉得这了不得。一般的情况下,铁锂电池只上升十度左右,循环后的电池最明显胀气了,当然这不是实际工况的。实际工况的电池要根据实际工况测试,这只是按国标做,我们实际工况可能不是这样,但是已经胀气了,很明显胀气以后放电还可以,温升还比以前低了。但是发现在纯电的时候,没管它我想没问题,充电无非温升高一点,半夜的时候电池在里面爆掉了。我们马上把另一块同样循环的电池拆开以后,发现里面几乎没有任何电解液了。说明这个经过循环,整体的负反应非常大,这个新电池积卷大小非常大,负极掉料严重,正极折弯处掉料严重。
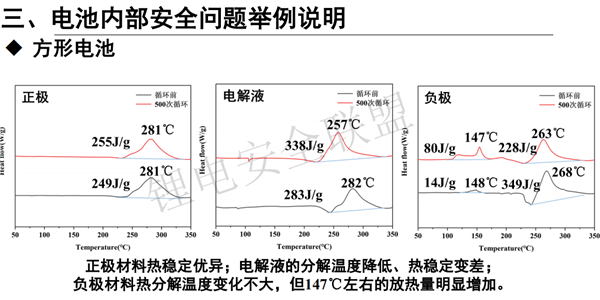
我们看正极,500周的时候微裂纹特别多,我们现在负反应基本上发生在正极,负极比较少。
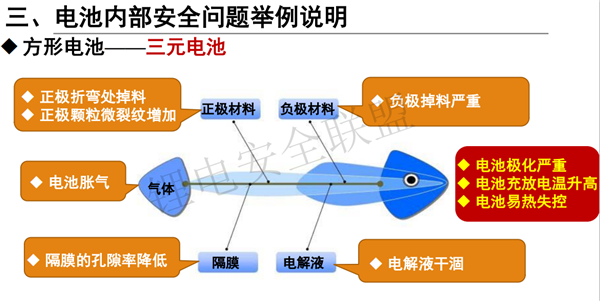
三元电池会出现什么样的问题,基本上会出现缺陷点正极折弯处和负极掉料比较严重,同时会胀气,出现最主要的问题就是电池极化比较大,第一张图看到了,其实第一次放电的时候从4.2直接降到3.5,其实整体的充放电温度会升高,电池比较容易发生热失控。
铁锂电池充放电温度很低,温升没有特别高,没上升20度。
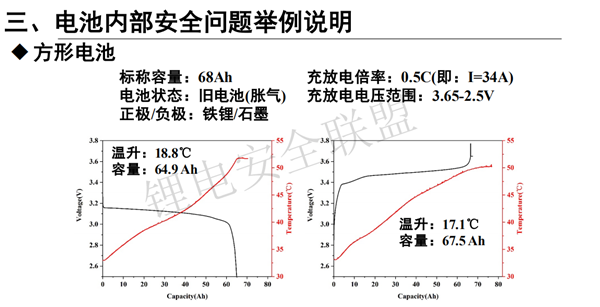
但是里面电解液很多,说明铁锂负反应比较少,可能在我整体工艺上导致这个现象,但是大家看到我们从发热量上来看并没有增加太多。
磷酸铁锂正极稳定性非常好,负极有点变化,因为析锂了。
接下来是电解液的分析,我拿出电解液的时候发现有点发黄,其实产生了一些溶剂的聚合反应,电解液变色,这种情况都会出现。后面就是一些析锂的状态,和负极的反应还是比较多的。
铁锂电池整体来说极化比较严重,温升会升高,后面软包电池是LG电芯,但是整体极化比较大,温升基本上小于20度。负极是含有硅的,极化很大,说明这个电芯并不适合大功率充放电。我们现在的快充我认为是超快充了,问题还是比较大的。新电池拆开以后没有太大变化,隔膜因为有涂附,在隔膜上会有沾粉。后面发现正极和负极稳定性都很好,正极材料非常好。这个电池一点没有胀气,硅选择的是硅氧石墨材料,负极上有一定的氧化铝涂附。我们现在放宽了国内国外企业,并且有可能会取消双积分政策,其实这些都是很有力的竞争对手,给国内一些做电池的企业提一个善意的警钟。会促进我们在这个上面更进一步。但是有一个问题,高镍的情况上负极有镍的溶出。
我们总结一下,这个状况比较好,但是不适合大倍率充放电。
目前来说在整体管控还是需要电池生产一致性上进行管控,这个问题在下午分论坛一里面会讲如何在整体电池生产一致性上做控制做质量把关,大家可以一起讨论。
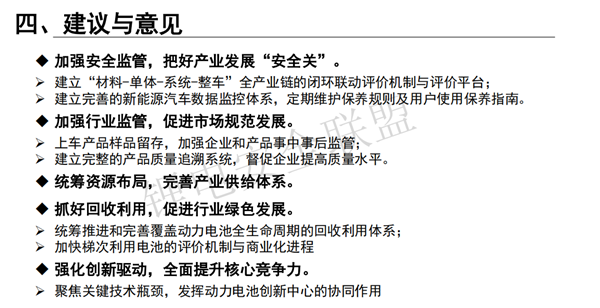
后面就是加强整体安全监管,如何做安全把关和行业监管怎样做,如何做市场的规范管理,包括如何做回收利用,包括现在全球化环境下如何保持核心竞争力也是我们值得思考的。
以上是我的分享,谢谢大家!




