创新 • 创优 • 创见
本期监控报告的内容主要包括三个部分,分别为:
1、2019年10月燃料电池领域公开专利整体情况介绍;
2、国内申请人专利公开情况介绍;
3、部分申请人介绍及其公开专利分析,主要涉及燃料电池密封相关专利的分析。
一、整体情况介绍
1.1 专利公开国家情况
2019年10月,燃料电池领域在全球范围内公开/授权的专利共1072件。部分公开国家/地区/组织以及数量情况如图1-1所示。
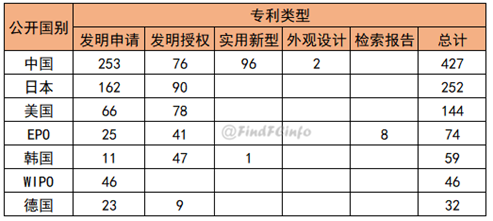
图1-1 部分国家燃料电池专利10月公开/授权情况
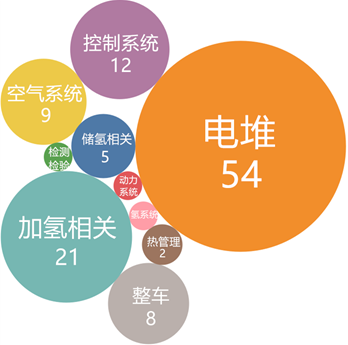
1.2 专利技术分支情况

图1-2 燃料电池专利10月公开/授权的技术分布
1.3 申请人专利申请情况
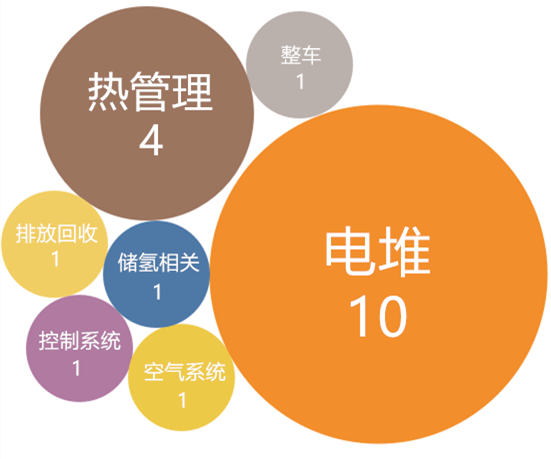
将专利申请人经过标准化处理后,对标准化申请人的专利申请数量进行统计,如图1-3所示。其中,丰田公司公开的专利为114件,发明申请公开66件,发明授权公开48件;本田和日产公司的专利公开数量分别为40件、31件;大阪瓦斯、东京瓦斯、格罗夫的专利公开数量为9件。
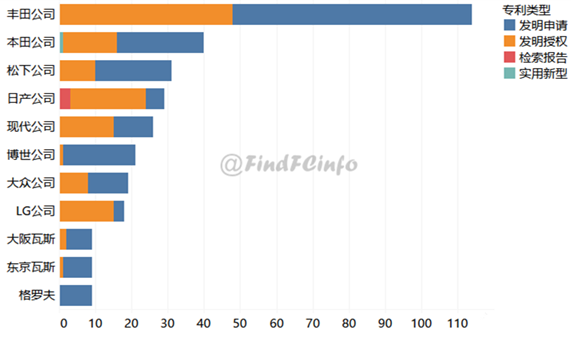
图1-3 标准化申请人专利10月公开/授权排名
二、国内申请人专利公开情况
本报告按照国内整车厂、燃料电池企业和科研院所(校)对燃料电池相关机构进行分类,并选取了部分机构统计其在2019年10月的专利公开情况。
2.1 国内整车厂10月专利公开情况
国内整车厂在10月的专利公开情况如图2-1所示。其中中国一汽公开专利共7件,宇通客车公开专利5件,武汉泰歌公开专利4件,长城汽车和上汽集团均公开了3件专利。

图2-1 整车厂10月专利公开情况
2.2 燃料电池企业10月专利公开情况
国内燃料电池企业在10月的专利公开情况如图2-2所示。其中,潍柴动力公开了8件专利,涉及控制系统、空气系统等;同时,深圳信宇人、众宇动力公开了6件专利;其他在10月公开了相关专利的企业还包括河南豫氢、明天氢能、南京嘉庚、上海电气等。值得注意的是,永安行在燃料电池领域的应用产品主要为氢燃料电池自行车。
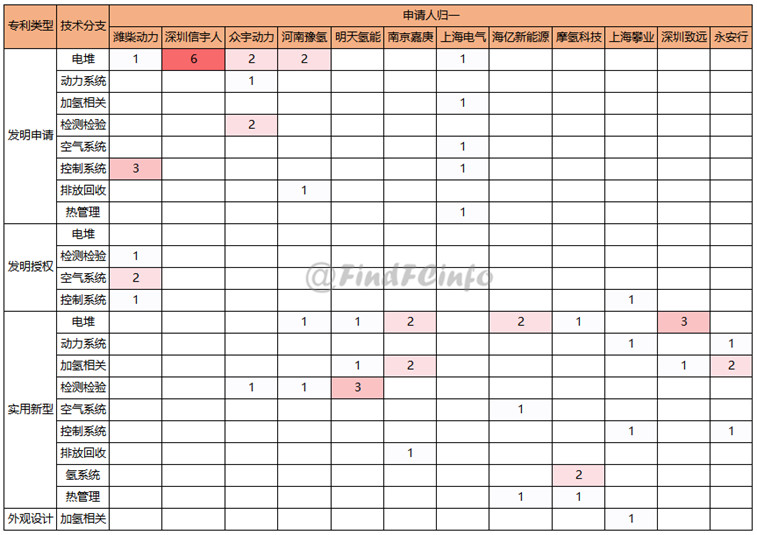
图2-2 燃料电池企业10月专利公开情况
2.3 科研院所(校)10月专利公开情况
燃料电池相关研究科研院所(校)在10月的专利公开情况如图2-3所示。其中,同济大学公开的相关专利较多,共7件,涉及燃料电池检测检验、空气系统等。武汉理工大学有5件发明申请公开;福州大学、广东工业大学、杭州电子科大均公开3件专利。
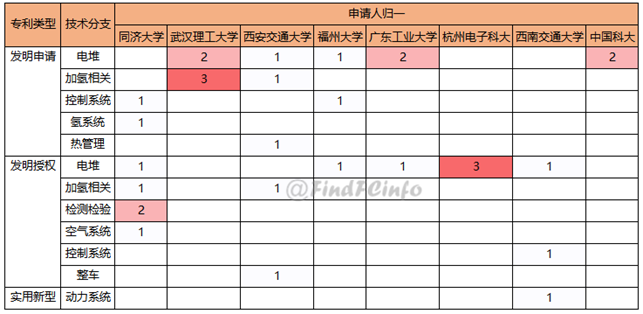
图2-3 相关科研院所(校)10月专利公开情况
三、部分申请人及公开专利介绍
本月第3节将重点分析与燃料电池密封相关的专利,并对涉及到的主要申请人的专利技术分布情况进行简要介绍。
3.1 丰田公司
2019年10月,丰田公司在燃料电池领域共公开专利114件,主要涉及电堆、控制系统、加氢等技术分支。
下文分析的丰田公司燃料电池密封相关专利的公开号为:CN110391437A、US20190300663A1、JP2019185922A。
3.1.1 CN110391437A——燃料电池及其制造方法
燃料电池中,单电池通常由一对隔板夹持膜电极来构成。通常在隔板和膜电极之间配置有密封部件,并通过对该密封部件进行加热并使其固化来确保单电池的密封性能。然而,固化工序会在一定程度上降低单电池的生产效率;此外,通过歧管、反应气体流路的流体压力施加到密封部件粘合处,可能造成密封部件与隔板分离,致使密封失效。
为了解决上述技术问题,CN110391437A提出了一种燃料电池及其制造方法,具体为:燃料电池由多个层叠的单电池构成,其中单电池具备膜电极10以及夹持在膜电极两侧的一对隔板40、50;粘合性密封部24、26、27位于一对隔板之间并设置在膜电极的外周侧(参见图3-2、图3-3a)。此外,层叠的单电池之间设置有密封部,该密封部由垫圈60、62形成。在单电池的层叠方向上设置有供反应气体和冷却剂流通的歧管(31~36)。当从层叠方向观察燃料电池时,粘合性密封部和垫圈沿着上述歧管的外周设置,从靠近歧管的一侧起,依次设置垫圈、粘合性密封部(参见图3-3c)。
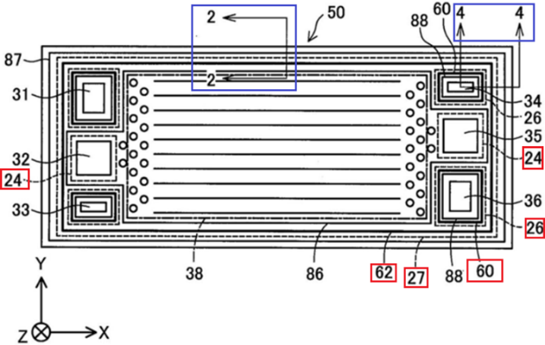
图3-2 隔板50俯视图
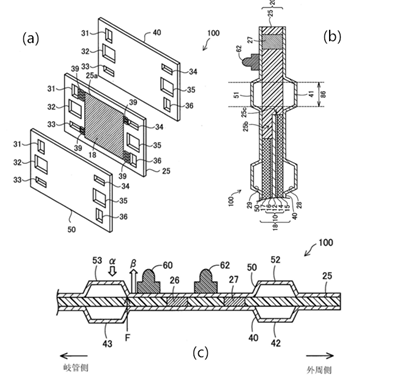
图3-3 (a)单电池结构立体分解图;(b)、(c)单电池剖面示意图
如在从层叠方向观察燃料电池时,从靠近歧管31、33、34、36一侧起依次配置垫圈60、粘合性密封部26。参见图3-3C,通过在靠近歧管的一侧设置垫圈60,然后设置粘合性密封部26,可以利用垫圈来抑制粘合性密封部的剥离。在层叠隔板时,垫圈被挤压,从而实现对隔板的密封。当通过歧管内的高压流体施加将隔板相互分离的力时,垫圈相对于粘合性密封部的粘附性更强,因此可抑制隔板40、50的剥离。
又如2-2剖面示出的位置(参见图3-3b),从靠近发电区域38一侧起沿外周依次设置垫圈62、粘合性密封部27。同理,能够通过垫圈62来抑制由发电区域38内的气体流路压力引起的粘合性密封部27剥离,进而抑制隔板40、50之间的剥离。
综上,通过在靠近歧管的一侧设置垫圈,能够抑制粘合性密封部的剥离,提高燃料电池的密封性能。同时,通过使用粘合这样简单的方法来设置密封部,可降低燃料电池的制造工艺难度,提高生产效率。
另外,若单电池还具备在一对隔板之间与膜电极外周部结合的树脂框架,歧管可形成在树脂框架与隔板层叠的部位。同时,树脂框架上可形成粘合性密封部。
此外,粘合性密封部和垫圈还可沿着电极的外周位置进行配置,在靠近电极的一侧,依次设置垫圈和粘合性密封部。此种结构形式的燃料电池,能够通过垫圈来抑制由在层叠方向上与电极重叠的区域所形成的流路压力引起的粘合性密封部剥离。
上述燃料电池的具体制造方法为:
S100:准备膜电极结合体(MEA)10;
S110:通过在膜电极10的外周部结合树脂框架25来制得电池框架接合体20。具体为:树脂框架中央开口部25a的内侧周缘形成有具有阶梯差底面25b和阶梯差侧面25c的台阶部,膜电极嵌在该阶梯差内,电解质膜12的外周部暴露区域与树脂框架25的阶梯差底面25b粘合,从而在燃料气体流路与氧化气体流路之间实现气密性;
S120、S130:准备隔板40、50,在隔板50的一个面配置垫圈60、62,垫圈可通过使用粘合剂粘合在隔板上;
S140、S150:通过一对隔板40、50夹持电池框架接合体20,将隔板40、50和电池框架接合体20配置于用于加热压制的模具之间,通过加热压制以形成粘合性密封部24、26、27,以将树脂框架25与隔板40、50粘合,制成单电池100;
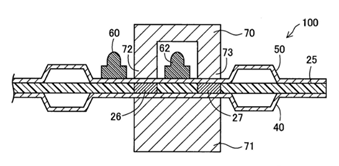
图3-4 步骤S150具体状况图
S160:沿层叠方向对将多个形成有粘合性密封部24、26、27的单电池100层叠而得到的层叠体整体进行紧固,完成燃料电池。
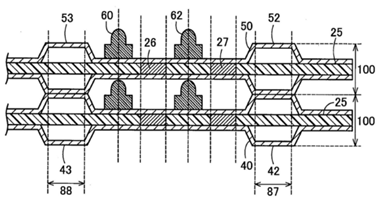
图3-5 单电池层叠后的剖视图
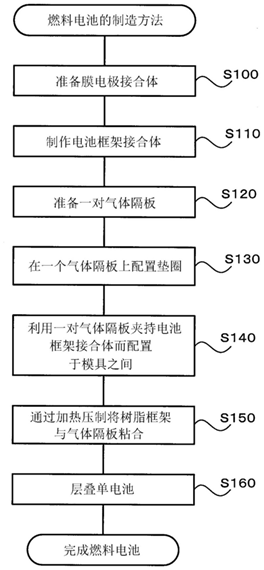
图3-6 燃料电池制造工序图
3.1.2 US20190300663A1——燃料电池用密封部件的制造方法及成型用橡胶组合物
燃料电池由多个单电池堆叠而成,每个单电池具有膜电极和隔板,其中隔板具有流路以供反应气体和冷却剂流动,还包括密封构件用以防止反应气体泄漏,密封构件通常为弹性构件。对于密封构件的材料选取,专利JP5334409B、JP4241383B中公开了由通过氢化硅烷化反应(氢硅酮交联)交联的乙烯/α-烯烃/非共轭多烯共聚物密封材料,该密封材料通常用于硬盘驱动器等电子设备的衬垫材料以及电子连接器密封材料。但是,若要在燃料电池中使用基于该密封材料的密封构件,则需要考虑将该密封材料与树脂基材进行结合来制得密封构件。
基于此US20190300663A1提出了一种燃料电池用密封部件的制造方法和成型用橡胶组合物。制造方法如下:
(a)将由改性PP(聚丙烯)制成的基材设置在模具中;
(b)使氢硅酮交联的乙烯/α-烯烃/非共轭多烯共聚物与基材接触并在模具中进行成型;具体为:将氢硅酮交联的乙烯/α-烯烃/非共轭多烯共聚物硫化,将氢硅氧烷交联的乙烯/-烯烃/非共轭二烯共聚物与基材硫化粘合,模具中的模制温度设定为高于氢硅酮交联的乙烯/α-烯烃/非共轭多烯共聚物的硫化开始温度以及低于改性PP的熔点温度,成型温度范围在90~130℃。
需要指出的是氢硅酮交联的乙烯/α-烯烃/非共轭多烯共聚物为橡胶组合物,其中添加了作为交联剂的氢硅酮化合物,促进氢化硅烷化反应的催化剂和反应抑制剂。根据JIS K6300-2标准,如在110℃下,该橡胶组合物的诱导时间为10min(或更长)。
因此,用于燃料电池密封件的橡胶组合物的配方为:乙烯/α-共聚物/降冰片烯非共轭多烯无规共聚物;相对于100质量份乙烯/α-共聚物/降冰片烯非共轭多烯无规共聚物的1-10质量份的作为交联剂的氢硅氧烷化合物、0.1~1.0质量份的氢化硅烷化反应促进催化剂以及0.1~1.2质量份的反应抑制剂。
根据本发明的生产方法,通过乙烯/α-烯烃/非共轭多烯共聚物与改性PP基材的硫化结合,可以在硫化时不使由改性PP构成的基材受热熔融。此外,在制造燃料电池时,不需要额外施加粘合剂的步骤。
另一方面,使用本发明橡胶组合物增强了乙烯/α-烯烃/非共轭多烯共聚物与基材之间的硫化粘合,因此可以提高密封部件的剥离强度。
3.1.3 JP2019185922A——抑制热压时,隔板与密封构件之间积聚空气
参见下图,在燃料电池中,密封构件40被布置在隔板30、50之间。将隔板30、50分别夹在模具81、82之间,将隔板30、50与密封构件40进行热压结合。
在热压结合步骤中,模具81与隔板30接触,由于垫圈22设置在隔板30的表面,为了使模具81不与垫圈22接触,需要将模具81布置在垫圈周围并不与隔板30接触。然而,当以这种方式设置模具81与隔板30的位置时,在热压结合期间,不接触的部位会在隔板和密封构件40之间产生气泡86,从而产生空气积聚的问题。空气积聚将导致密封构件与隔板之间的粘合强度减弱、密封不良。
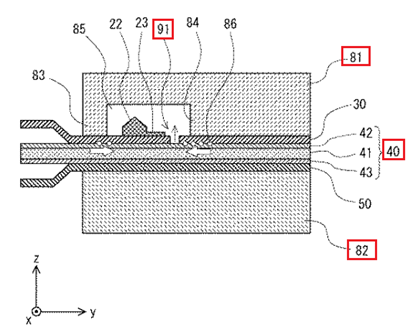
图3-7 JP2019185922A 热压结合工艺图
为了解决上述技术问题,JP2019185922A公开了一种燃料电池制造方法,具体为:
在隔板30的表面上布置垫圈22,在隔板30安装垫圈22的位置附近形成贯穿隔板30的通孔91;
在隔板30、50之间布置密封构件40;
将隔板30、50夹在模具81、82之间,通过模具对隔板30、50与密封构件40进行热压结合。在热压结合过程中,模具81与隔板30接触,并使模具81不与垫圈22和通孔91接触,同时通过通孔将隔板与密封构件在热压结合时产生的气泡排出,防止在隔板和密封构件之间积聚空气。(参见图3-7)
通孔可设置在可能发生空气积聚的任意位置,例如下图所示,在密封区域52和密封区域62相遇的位置设置通孔,可以有效抑制在隔板30与密封构件40之间产生空气积聚。
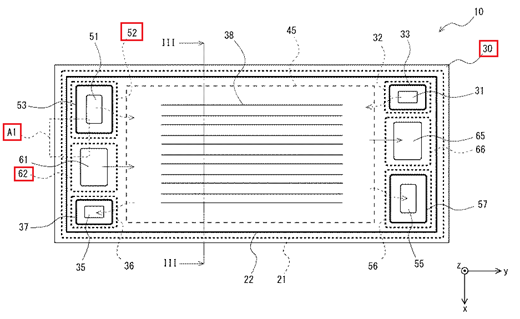
图3-8 燃料电池沿剖面线III-III的剖视图
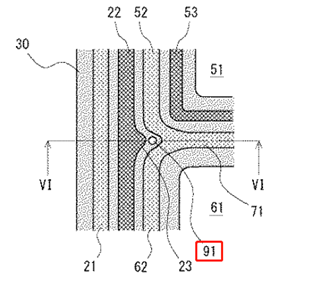
图3-9 燃料电池A1区域放大图
3.2 本田公司

2019年10月,本田公司在燃料电池领域共公开专利40件,主要涉及电堆、加氢、储氢等技术分支。
下文分析的本田公司燃料电池密封相关专利的公开号为:CN106935892B。
3.2.1 CN106935892B——电堆与堆壳间的密封性能改善
在车用燃料电池堆中,通常期望其可以小型化和轻量化。如下图所示,燃料电池堆上覆盖有堆壳,并且燃料电池堆层叠方向的一端侧由绝缘性端板支撑,同时堆壳的开口部由端板封闭。因此端板构成电堆壳体的一部分,从而达到减小外形尺寸,实现小型化及轻量化的目的。
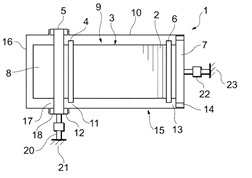
图3-11 燃料电池堆示意图(现有技术)
然而,为了确保堆罩内的密封性,在端板与堆壳之间通常夹装有环状的密封构件。此时,若端板和堆壳的形状复杂的话,则环状的密封构件可能难以进行模制,从而可能造成密封性能不佳。
为了解决上述技术问题,CN106935892B提出了一种能够以简单的结构实现对燃料电池堆与堆壳之间进行可靠密封的燃料电池系统。具体为:燃料电池系统具备燃料电池堆及堆壳,堆壳在电堆层叠方向的两端配置有一对端板24a、24b。堆壳在沿电堆层叠方向的侧面还配置有一对侧板72、74,在电堆的上、下方分别配置有上、下板76、78。
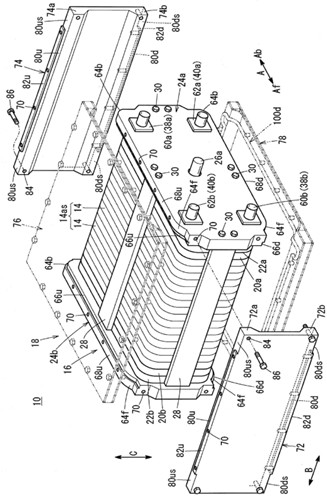
图3-12 堆壳主要部分立体分解图
其中,上板76、下板78在一对端板和一对侧板之间设置有矩形环形状的上密封构件100u以及下密封构件100d,并且,上密封构件的角部和(或)下密封构件的角部还设有用于调整长度的延长部(102bL、102bR、102fL、102fR、104bL、104bR、104fL、104fR)。延长部在角部处形成为向外周侧突出的环形状。
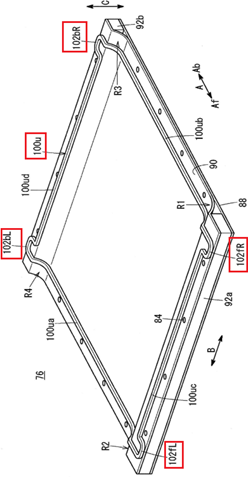
图3-13 堆壳上板上下反转后的状态立体说明图
此外,在一对端板及一对侧板上形成有收纳上密封构件的上槽部66u、80u及收纳下密封构件的下槽部66d、80d。上槽部及下槽部仅在上密封构件及下密封构件的外周侧具有凸部。
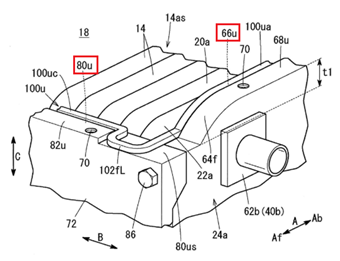
图3-14 堆壳局部放大图
通过本发明的技术方案,在密封部位具有复杂的角部形状时,可通过调整延长部使密封构件能够沿着角部形状轻松地变形,从而以简单的结构实现燃料电池堆与堆壳之间的可靠、良好密封。
3.3 大众公司
2019年10月,大众公司在燃料电池领域共公开专利19件,主要涉及电堆、热管理等技术分支。
下文分析的大众公司燃料电池密封相关专利的公开号为:EP3545579A1。
3.3.1 EP3545579A1——双极板/密封装置及包括该装置的燃料电池堆
在燃料电池中,双极板和膜电极之间必须设置有密封构件,以防止反应介质泄漏。密封构件一方面环绕反应活性区域(膜电极中催化电极51的中间区域),另一方面环绕膜电极组件或双极板的供给开口。密封构件的设置方式包括:环绕密封件模制到双极板上;使用弹性材料的密封件框架通过注射成型方法对膜电极组件进行注塑包封,弹性密封件框架结构根据供给开口和反应活性区域的形状进行构造。弹性密封件框架结构虽然在紧凑设计以及经济成本上有优势,但是由于缺乏刚性,在电堆堆叠期间对准会变得十分困难,此外由于弹性构件易热胀冷缩,在注射成型过程中较困难。
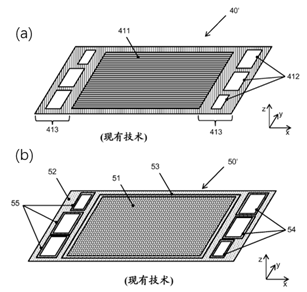
图3-16 现有技术所示的双极板(a)和膜电极组件(b)
为了克服上述问题,EP3545579A1提出了一种双极板密封组件,具体为:双极板41上具有反应介质流场以及供应和排除反应介质和冷却介质的出入口,密封组件40根据供应/排除区域进行模制,并与出入口的开口相对应。密封组件上具有电绝缘层421、与出入口开口相对应的凹口422以及环绕凹口的密封件423。其中,电绝缘层与密封件可由相同的材料构成;电绝缘层和密封件以注射成型方法施覆到双极板上。在注射成型方法中,将待处理的弹性材料注入到注射成型模具中,并将双极板置于其中,使双极板与密封构件连接。
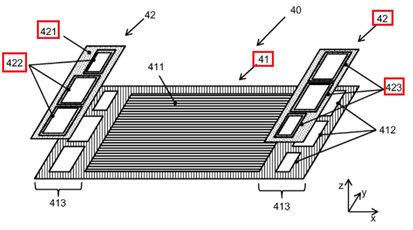
图3-17 密封组件示意图
另外,电绝缘层可构造为与密封构件相连接的载体薄膜424,载体薄膜可借助粘结剂与双极板连接。此种情况下,载体薄膜可与密封构件的材料不同,并针对其各自的功能进行优化(即电绝缘、密封等);另外,可以用更高刚性的材料来制造载体薄膜,如具有电绝缘的热塑性或热固性聚合物材料,以便于燃料电池堆的组装。
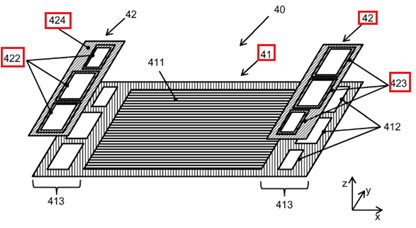
图3-18 密封组件的另一示意图
3.4 其他燃料电池密封专利信息一览