创新 • 创优 • 创见
随着庞青年的水氢发动机在网上热炒,整个社会对氢气和相应的氢燃料电池汽车十分关注,氢能和燃料电池汽车本来是一环保无污染、效率高的能源利用方向,但经过这种炒作和抹黑行为后,相信在一定程度上对整个氢能发展产生了历史倒退作用。
本篇内容主要是总结分析了车用燃料电池电堆和关键零部件的技术特点。
1、什么是燃料电池
燃料电池不同于常规电池,有点类似于内燃机,但又有所不同。
内燃机烧油,是将燃料的化学能转化为热能,热能在转化为机械能,来驱动汽车。
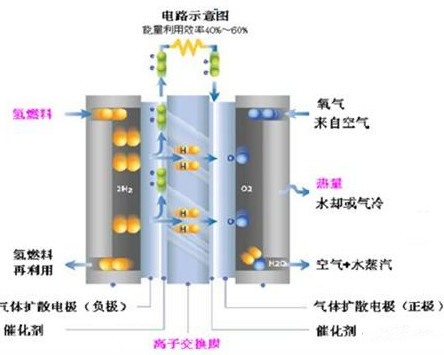
燃料电池是直接将氢燃料和空气中的氧气不经过燃烧,而是经过电化学反应直接由化学能转换成电能,其余一部分通过热量释放,不产生任何污染气体,生成的是水,效率高,可以达到60%以上。
2、车用燃料电池(PEMFC)关键的零部件
燃料电池有多种技术路线,最早商业化的是碱性燃料电池,还包括磷酸燃料电池,熔融碳酸盐燃料电池、固态氧化物燃料电池。各种燃料电池的特点如下表:

考虑到PEMFC具有电解质无腐蚀性,不需要纯氧,工作温度低、启动时间短的优点,所以车用的燃料电池目前是PEMFC。
对于PEMFC来讲,核心的零部件包括膜电极(催化剂、质子交换膜、气体扩散层)、双极板、端板、密封件等。
3、双极板(bipolar plate)
双极板的作用是连接每一个电池的阴极和阳极,输送燃料氢气和空气,电流收集和传导,支撑电堆和MEA,排出反应产生的热量。排出反应中产生的水。
目前双极板分为石墨双极板、金属双极板和复合双极板。
石墨板,通过石墨板机械加工,优点是导电性高,导热性好,耐腐蚀性强,缺点是易脆、组装困难,厚度不易做薄;石墨化时间长,机械加工难,价格昂贵。
石墨板是将碳粉或石墨粉与可石墨化的树脂相混合,机压成型后,在高温下进行石墨化,然后将石墨板进行浸渍封孔,在用数控机床加工出气体流道。
高温石墨化处理和气体流道的机械加工是造成双极板价格昂贵的主要原因。
除机械加工外,大规模生产可采用模压,模压模具成本高,所以多用于大规模生产。
石墨双极板具有明显的缺点:
石墨板的石墨化温度较高,不低于2500摄氏度,需要按照严格的升温程序,所以耗时较长;
机械加工过程缓慢,周期较长,对机械的精度要求高,造成石墨板的成本较高;
石墨易碎,所以组装困难;
石墨是多孔材料,所以需要较大的厚度才能把反应气体分离开来。
金属双极板,通过不锈钢、钛合金、铝合金等冲压成形,具有良好的导电、导热性能,机械强度高,高阻气性,非常适合大规模高效生产。缺点是易腐蚀,需要表面涂层。金属双极板是车用燃料电池小型化最为关注的关键部件。金属双极板流场设计、成形,表面涂层技术使金属双极板研究的重要方向。
金属双极板要解决的两个难题:1)防止在富氧环境下,金属表面发生钝化导致接触电阻增加;2)防止在工作范围内,酸性条件下双极板表面腐蚀现象。
金属双极板采用冲压-焊接-涂层-密封测试等步骤。未来要做到金属双极板50块钱/片,反应面积300平方毫米/片,一个电堆300片,功率在80-120kW,成本在1.5万元/堆。
4、膜电极
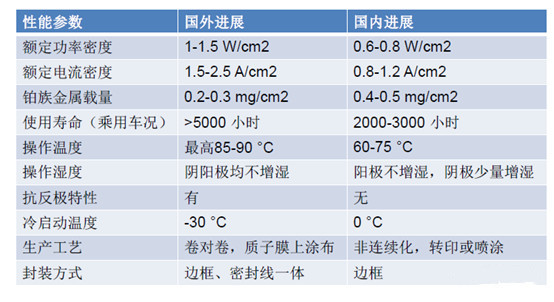
目前国内外技术现状,国外可以做到每平方厘米1-1.5W的功率密度,额定电流密度达到1.5-2.5A/平方厘米,铂载量在0.2-0.3mg/平方厘米。操作温度可以达到85-90摄氏度,操作湿度可以保证阴阳极不增湿。

膜电极发展难点:
1)在低铂载量、大电流操作条件下阴极氧传输极化;
2)膜电极性能高度一致性;
3)优化水管理,实现膜电极内部水循环,适应无增湿条件下运行;
4)实现抗反极、冷启动等特性。
5、催化剂的研究进展及难点
目前国外催化剂体系采用铂的合金,载体体系采用改性炭黑,实心碳球,高分子材料,催化剂的耐久度达到了5000小时以上,催化剂载体的耐久度达到了5000小时以上,实现了公斤级别的制备工艺。
催化剂未来需要实现开发适用于工业生产的合金催化剂体系,实现公斤级催化剂生产工艺,提高合金催化剂的稳定性,解决过渡金属离子对质子膜的污染问题。提高合金催化剂质量比活性的同时需保证较高的化学比表面。开发耐腐蚀的催化剂载体。优化载体微结构,提高催化剂利用率。
6、质子交换膜技术进展及难度
目前国外质子交换膜能够做到小于10微米的厚度,化学稳定性大于5000小时,机械稳定性大于5000小时,最高操作温度95摄氏度,一致性好。
未来需要开发更薄更稳定的质子交换膜。
提高质子交换膜的操作温度。
开发新的单体体系,提高导电率。
7、气体扩散层
目前气体扩散层厚度可以做到100-150微米,实现卷对卷涂布。
8、MEA制造技术进展
MEA制造技术已经发展到了三代。
第一代制造技术GDE,是催化剂涂布在GDL上,然后与质子交换膜热压成形。
第二代技术是CCM,是90年代初实现的转印(decal)方法,将催化剂涂层涂布在离型基材上,然后与质子交换膜热压,将催化剂层转印到质子膜上。催化剂喷涂到质子交换膜上,非连续化,将催化剂涂布到质子交换膜上,卷对卷方式,单面涂布。
第三代技术是有序化膜电极,是3M开发,现在放弃了。
攻关难点是开发成熟的膜电极涂布设备、开发膜电极涂布在线质量控制系统、开发膜电极涂布浆料、制备工艺。
9、MEA封装技术及难点
国际进展,巴拉德是将电堆密封圈以液体注塑成型的方式密封到MEA四周,实现边框、密封线
丰田是将膜电极封装到极板上,实现膜电极、极板一体化
攻关难点,需要开发全自动封装设备,开发边框、密封线一体化封装方式。




